Оборудование известных мировых производителей, предлагаемое нашим предприятием:
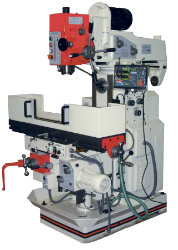
- OPTIMUM MASCHINEN GmbH. Фрезерные станки, произведенные этим германским брендом, предлагаются потребителям более 15-ти лет. За это время они заняли ведущие позиции на рынках многих развитых стран, став символом высококачественного, долговечного оборудования с высокой точностью операций и большими инновационными возможностями. Эти станки широко применяются многими производственными корпорациями и концернами международного уровня, активно работающими на мировом рынке.
Большинство из них является универсальным оборудованием, которое может изготавливать детали даже наиболее сложных форм, с широко регулируемой вращательной скоростью шпинделя, что открывает большие возможности при обработке заготовок. Высокую производительность такой технике обеспечивает массивный стол с быстрым перемещением и автоматической подачей, а комфорт в работе – продуманная и эргономичная управляющая панель. Также есть возможность подбора напряжения между 220-тью и 380-тью В.
Большим преимуществом данных станков являются минимальные расходы при эксплуатации. Они оснащены двухступенчатым электромотором, который дает возможность экономить около 70-ти % электроэнергии при обработке небольших по размерам заготовок. Кроме этого, германские разработчики уделили скрупулезное внимание безопасности персонала при работе с их оборудованием и высокой производительности.
Именно, по этим причинам такое оборудование Opti является идеальным вариантом для организации небольшого штучного или средне- и мелкосерийного производства.
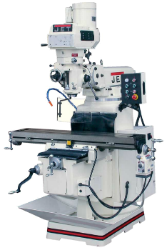
- JET. Знаменитая американская компания функционирует на мировом рынке более полувека. Она ориентируется на создание профессионального оборудования для металлообработки с высокими возможностями, используемого в промышленном производстве. Ведущие инженеры этой компании, находящиеся в США, Тайване и Швейцарии непрерывно работают над разработками новых технологий в производимых фрезерных и других станках.
Они улучшают старые конструкции согласно требованиям современной промышленности и осуществляют очень строгий контроль качества создаваемой продукции.
Эксперты и специалисты во множестве стран отмечают отличный эксплуатационный ресурс фрезерных станков JET и отличную точность обработки любых заготовок. Особенно важно, что в любой развитом государстве, это оборудование имеет налаженное оперативное сервисное обслуживание и снабжение оригинальными деталями и материалами.
Об отличном качестве и популярности станков, произведенных этой компанией, говорит множество фактов. Так в США продается более половины всего создаваемого JET оборудования, но при этом бренд занимает уверенное лидирующее положение на рынках ЕС, Азии и даже Африки.
Особенно популярны наиболее современные фрезерные станки этой фирмы с ЧПУ. Они характеризуются уникальной точностью воспроизведения разнообразных деталей при их массовом производстве, экономным расходованием материалов и высокими технологиями с широкими возможностями (к примеру, многие модели могут отслеживать работу любого своего пользователя и следить за собственным состоянием самостоятельно).
- Heinbohr. Станки этого производителя предназначаются для широкого спектра фрезерных работ над деталями, выполненными из высокопрочных сплавов и разнообразных металлов (цветных и черных), а также используются для операций с наклонными и плоскими поверхностями. Такое оборудование может отлично применяться как в ремонтных мастерских и небольших производствах, так и в громадных промышленных цехах. Многие модели станков обладают усиленным каркасом конструкции, позволяющим загружать тяжелые заготовки (вес до 800-от кг).
Высокие показатели мощности и большой диапазон различных скоростей обеспечивают им отличное качество обработки и большую производительность, а использование режущих современных инструментов дает возможность добиваться стабильно высоких результатов.
Станки Heinbohr производящие фрезерные работы имеют множество инновационных разработок позитивно влияющих на их долговечность, надежность и идеальную работу.
Среди них можно отметить: устройства, защищающие от возможных перегрузок, автоматизированные комплексы смазки направляющих и узлов, основные детали механизмов, созданные из высокопрочных сплавов и антифрикционного материала, а также множество иных достоинств.
Мы осуществляем доставку приобретенных клиентом фрезерных станков в любой регион РФ, быстро и качественно, с использованием специального транспорта и опытных водителей, гарантирующих сохранность и идеальное состояние груза.
Теория
Процедура фрезерной обработки заготовок из металла, или фрезерование – это важнейшая технологическая операция, осуществляемая в сфере металлообработки. Данный вид обработки, как и токарные работы используется в машиностроении очень активно.
По сути, процедура фрезерования представляет собой резку металла с применением специального инструмента – фрезы, которая осуществляет вращательные движения в процессе работы.
Особенности использования данного оборудования.
Будущее изделие – обрабатываемая заготовка, осуществляет поступательное движение по криволинейной, либо прямолинейной траектории. Производя обработку заготовок, можно изготавливать изделия даже очень сложных конфигураций, чего нельзя сделать, при использовании других видов станков.
История.
Приблизительно в XVII-XVIII веках австрийскими и немецкими учеными была использована методика фрезерования, хотя предпосылки применения данного способа металлообработки возникали и до этого момента. Универсальный фрезерный станок был изобретен в начале 19-ого столетия инженером из Англии Эли Уитни, который успешно запатентовал свою разработку. Именно с этого момента начало активно распространяться фрезерное универсальное оборудование во многих странах мира, поскольку оно сразу стало незаменимым в самых разнообразных направлениях промышленности.
Знакомство с оборудованием.
Фрезерные станки являются промышленным типом оборудования, которое относится к категории металлорежущих устройств из-за особенностей обработки материала. В роли центрального элемента данного устройства выступает фреза, оснащаемая специальными режущими лезвиями, благодаря которым производится съем слоя металла в процессе работы. В результате данного процесса готовые изделия обретают идеальные геометрические параметры, полностью соответствующие инженерным чертежам. Отметим еще раз, что фреза производит одно и то же вращательное движение.
Крепление данного элемента производится на вал (шпиндель). Станочный стол, который используется для надежной фиксации заготовки, а также различной оснастки, необходимой для работы, производит перемещение по 3-м геометрическим осям, но данная составляющая станка может также производить дополнительные повороты под углом относительно плоскости обработки. В процесс движения стол приводится благодаря механическому приводу. Также он может двигаться при ручном управлении. Процесс подачи стола контролируется тщательнейшим образом, благодаря наличию специальной градуировки.
Процедура фрезерной обработки предоставляет возможность получить плоские, а также абсолютно любые фасонные поверхности, зубчатые колёса, а при необходимости, и геометрически тела вращения самых разнообразных типов и многие иные разновидности деталей. Геометрические конфигурации сложного типа можно создавать благодаря использованию при управлении подачи заготовок системы числового ПУ (ЧПУ). В данной ситуации подача заготовки, производимая автоматикой во фрезеровочную область, производится с большой точностью. Кроме этого, благодаря этой системе производится управление вращением, а также поворотами стола.
Это позволяет получить изделия с требуемыми характеристиками. В данном случае также стоит отметить, что при осуществлении фрезерной обработки немаловажную роль играет время подачи заготовки. Оборудование с ЧПУ – это устройства, которые позволяют производить установку оптимальной скорости обработки в автоматическом режиме. Успешная, а также эффективная процедура металлообработки в существенной степени зависит от того, насколько верно произведены вспомогательные действия, сопровождающие подготовку к предстоящей фрезерной обработке, а также её выполнение.
В процессе подготовительных работ и при проведении фрезерования производятся такие действия как: - скрупулезная наладка и настройка всех узлов оборудования; - процесс управления фрезой, а также столом; - тщательное закрепление, либо, наоборот, освобождение используемой заготовки или уже полученного изделия. Кроме этого производятся и операции с самой фрезой (к примеру, замена данного элемента). Существуют и вспомогательные действия, которые также необходимо осуществлять. К их числу относится и процесс управления автоматами проверки резервов.
Оборудование современного времени, которое оснащено системой ЧПУ, имеют серьезное преимущество перед более универсальным оборудованием, так как у них большой процент вспомогательных действий производится в автоматическом режиме, благодаря чему, устройства с ЧПУ являются более удобными в использовании, по сравнению с оборудованием другого типа.
Критерии определения видов фрезерования.
Размещение такого составляющего как шпиндель и метод фиксирования заготовки определяют 2 вида фрезерования, а именно вертикальный и горизонтальный.
В сегодняшней промышленности наибольшим спросом пользуется оборудование универсального типа, на котором производится фрезерование, и горизонтально, и вертикально, при этом процедура может осуществляться под разными углами.
В зависимости от вида применяемой фрезы фрезерование разграничивается на следующие типы:
- торцовое. Применяется при необходимости произвести обработку значительных поверхностей.
- концевое. При осуществлении данного вида фрезерования, поверхность деталей обретает разнообразные пазы-канавки, а также подсечки и др. Колодцы (так называемые сквозные пазы), пазы, имеющие стороны, которые выходят более чем на 1-ну поверхность (карманы), пазы, у которых они, которые выходят только на единственную поверхность (окна) могут быть изготовлены также при помощи концевого фрезерования.
- фасонное. Благодаря данному виду фрезерования можно производить самые разнообразные сложные профили, а именно составляющие червячных передач, колёса-шестерни и др.
Так как процесс фрезерования представляет собой резку металла, то в современном мире существует и более простая разновидность фрез – дисковые. Такие элементы предназначаются для осуществления наиболее простых операций – разрезания, либо отрезания металла.
В зависимости от того, в каком направлении вращается фреза, относительно перемещаемого стола с используемой заготовкой, или направления перемещения самой фрезы, процесс фрезерования может подразделяться на встречный и попутный.
При попутном фрезеровании фреза будет производить вращение в направлении перемещения заготовки, благодаря чему создается поверхность высочайшей чистоты. Но, в данном случае возможно появление разрыва заготовки, поскольку будет сниматься значительный слой металла.
Встречное фрезерование является своеобразной противоположностью ранее упомянутому варианту. Данный вид процедуры подразумевает вращение фрезы навстречу перемещающейся заготовки. Производительность при этом способе существенно увеличивается, но чистота поверхности будет чуть ниже. Стоит отметить, что и первый и второй метод работы с металлом нашли широкое применение в металлообработке. Предварительная обработка производится при помощи встречного вида, а окончательная, то есть чистовая благодаря применению попутного.
Классификация.
Это оборудование подразделяюется на девять категорий, в зависимости от вида обработки. Далее, каждая из категорий разграничивается на девять подкатегорий, которые классифицируют устройства по типам.
К основным типам относятся такие станки как универсальные, вертикальные, а также горизонтальные. Они являются наиболее распространенными и широко применяются в производстве.
Виды:
- консольные горизонтального типа. Они обладают горизонтальным шпинделем, а также консолью;
- вертикального типа. Обладают вертикальным шпинделем. К ним также относятся консольные и бесконсольные, станки с крестовым столом и передвижным порталом;
- широкоуниверсальные металлообрабатывающие станки. Это оборудование имеет дополнительные фрезерные головки;
- копировального типа;
- фрезерные широкоуниверсальные станки (инструментальные). Обладают вертикальной рабочей поверхностью главного стола. Шпиндельные узлы движутся в поперечном направлении;
- металлообрабатывающие фрезерные механизмы непрерывного действия, к которым относятся барабанно-фрезерные, а также карусельные и др.
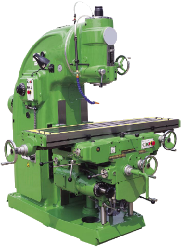
Консольно-фрезерное оборудование горизонтального типа.
Горизонтально-фрезерный станок
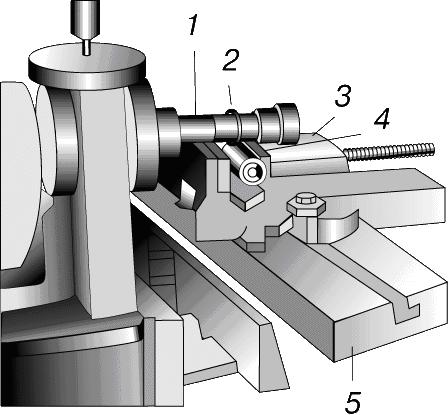
Нарезание шпоночной канавки на детали типа вал. Левой рукой фрезеровщик подает рабочий стол с деталью в продольном направлении, а правой осуществляет перемещение стола по вертикали. Оба действия и поперечная подача могут также осуществляться в автоматическом режиме. 1 – оправка; 2 – фреза; 3 – тиски; 4 – деталь; 5 – стол.
Консольно-фрезерные горизонтальные станки обладают горизонтально размещенным шпинделем, который не меняет своего места расположения. Перемещение стола может производиться перпендикулярно по отношению к оси шпинделя в вертикальном и горизонтальном направлениях. Перемещение может производиться вдоль оси, находящейся параллельно ей.
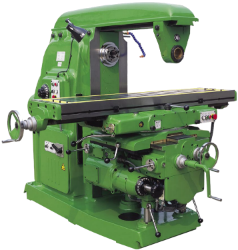
Универсальный тип.
Отличие данных устройств от горизонтальных, заключается в том, что они оснащены столом, который может перемещаться на требуемый угол.
Обладают вертикально размещенным шпинделем, который перемещается по заданной траектории. Существуют модели, в которых данный элемент может быть поворачивающимся. Перемещение стола может производиться в горизонтальном направлении в вертикальном направлении, а также перпендикулярно к самой оси шпинделя.
Широкоуниверсальные фрезерные станки.
По сравнению с универсальными станками, данные устройства, помимо главного горизонтального шпинделя обладают приставной головкой со шпинделем, которой перемещается вокруг горизонтальной, а также вертикальной осей.
Бесконсольные.
Обладают шпинделем, который размещен в вертикальном положении и перемещается в данном направлении. Перемещение стола производится лишь в поперечном, а также продольном направлениях.
Продольно-фрезерное оборудование для обработки металла.
Имеют стол, перемещение которого производится лишь в продольном направлении по имеющимся направляющим плоскостям станины. Поперечные, а также вертикальные передвижения получают шпиндели и шпиндельные бабки. Могут обладать до двух горизонтальных, а также до двух вертикальных шпинделей, при этом исполнение может быть одно – двухстоечное.
Бесконсольно-фрезерные станки.
Такие станки обладают шпинделем, размещенным в вертикальном положении, который передвигается в этом же направлении. Перемещение стола производится в поперечном, а также продольном направлениях.
Станки объемно-фрезерные.
Данное оборудование подразделяются на два типа, в зависимости от принципа работы. Это устройства следящего и прямого копирования, которое производится благодаря ощупыванию модели специальным копировальным элементом. В них имеется программное управление, непрерывно и одновременно функционирующее по 3-ем взаимно перпендикулярным координатам.
Фрезерное оборудование непрерывного действия.
Так называемый карусельный вид станков (устройства непрерывного действия) обладает вертикальным размещением шпинделя (шпинделей), перемещение которого производится по вертикали. Кроме этого, эти станки оснащены круглым столом, который может осуществлять непрерывное вращение со скоростью рабочей подачи. Обработка, а также закрепление заготовок в данном виде оборудования – многопозиционное (в качестве примера выступает оборудование модели 6А23, диаметр стола которого равен 1400мм).
Станки шпоночно-фрезерные.
Обладают вертикальным шпинделем, который осуществляет вращательное и в то же время планетарное движение. Стоит отметить, что показатель (диаметр) планетарного перемещения может меняться согласно заданной ширине шпоночного гнезда. Перемещение стола производится в продольном направлении возвратно-поступательно. Весь цикл работы полностью автоматизирован. В качестве примера таких станков выступают модели 6Д92, а также 6Д91 и иные.
Станки с ЧПУ.
Металлообрабатывающие фрезерные станки с ЧПУ отличаются наличием автоматического управления передвижением стола, а также скоростью шпинделя. Довольно часто шпиндель в таком оборудовании монтируется на салазках, которые допускают его независимое и свободное перемещение в вертикальном, либо осевом направлении. Благодаря использованию станка с ЧПУ данного типа можно осуществлять серийную высокоточную обработку трёхмерных поверхностей (к примеру, лопасти воздушных винтов).
Копировально-фрезерные.
Благодаря копировально-фрезерным станкам появляется возможность производить обработку сложных криволинейных поверхностей (пуансоны и матрицы для осуществления штампования листового металлопроката, и др.). Суть работы устройства заключается в том, что специальный индикаторный щуп тщательно перемещается по фигурному профилю имеющегося копира, а функционирующая фреза передает данный профиль непосредственно обрабатываемому изделию.
ООО НПО "АЛЛЕС".
Мы осуществляем поставки станков, оборудования и инструмента во все регионы России.
Доставка осуществляется бесплатно (за счет нашей компании) различными транспортными компаниями в города: Владивосток, Воронеж, Екатеринбург, Ижевск, Иркутск, Казань, Краснодар, Красноярск, Нижний Новгород, Новосибирск, Пермь, Ростов-на-Дону, Самара, Саратов, Уфа, Ярославль, Томск, Омск и т.д.
Для удобства сообщаем телефоны Aвтoтрeйдингa в регионах:
Томск - Адрес: 634009, г. Томск, пр. Ленина, д. 190, стр. 2. Тел: +7 (3822) 40-91-95, 40-91-96.
Барнаул - Адрес: 656922, г. Барнаул, ул. Попова, д. 242, оф. 401. Тел: +7 (3852) 29-00-00, 46-53-43, 45-29-50.
Белгород - Адрес: 308013, г. Белгород, ул. Коммунальная, стр. 6. Тел: 8 (4722) 58-07-36, 58-06-11, 58-05-87.
Москва - Адрес: 140055, МО, Люберецкий р-н, г. Котельники, Дзержинское шоссе, д. 14 Тел: (495) 221-68-56, 221-68-57, 981-54-54
Санкт-Петербург - Адрес: г. Санкт-Петербург, ул. Партизанская, д. 25 Тел: (812) 655-02-02
Нижний Новгород - Адрес: 603064, Россия, г. Нижний Новгород, ул. Окская гавань, д. 3 Тел: (831) 421-11-22, 272-86-10
Челябинск - Адрес: 454036,г. Челябинск, Свердловский тракт, д. 6 Тел.: (351) 721-63-30, 721-63-25, 282-00-82
ООО НПО "АЛЛЕС" - токарные станкипо металлу. Доставка по всей России.